 IN3制造运营平台
IN3制造运营平台
生产管理系统产品用户手册
操作说明
1. 功能说明
1.1 生产主数据
路径:生产管理>生产主数据
进入『生产管理』的一级菜单,下方有『生产主数据』的二级菜单。
1.1.1 区域管理
生产管理>生产主数据>区域管理
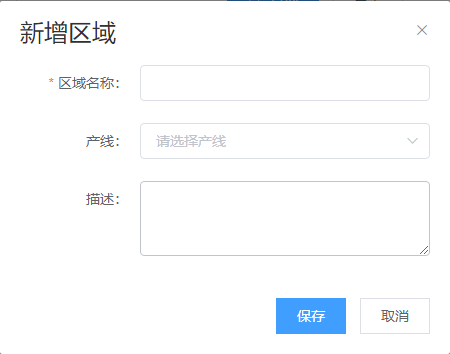
在『生产主数据』的『区域管理』中可以【新增区域】,同样也可以对区域进行【编辑】、【删除】以及【查询】

在新增区域时,必须给出区域名称,同时可以选择区域下的产线(非必须)并对该区域进行简单的描述。一个区域下可以有多条产线。
1.1.2 产线管理
生产管理>生产主数据>产线管理
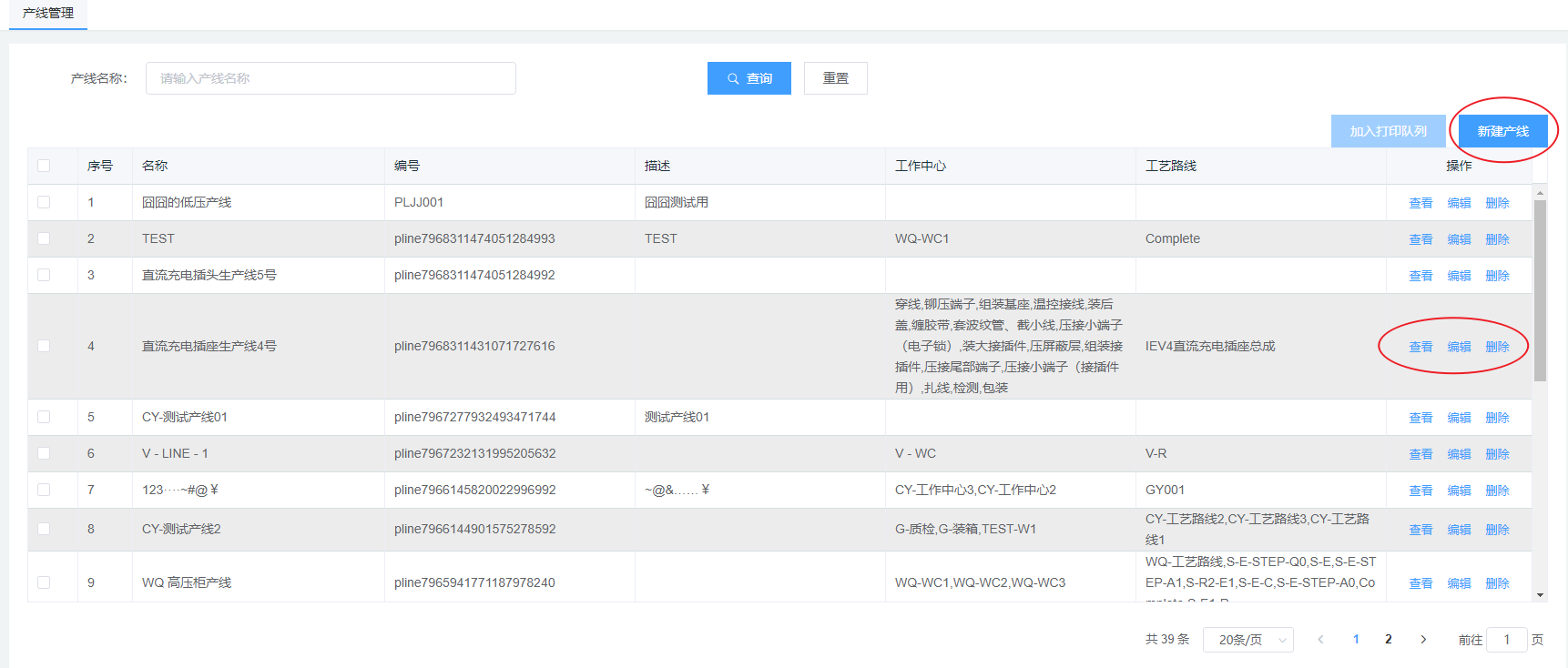
在生产主数据下的产线管理中,我们可以【新增】、【查看】、【编辑】以及【删除】产线。同样,我们可以通过产线名称来搜索已经存在的产线。
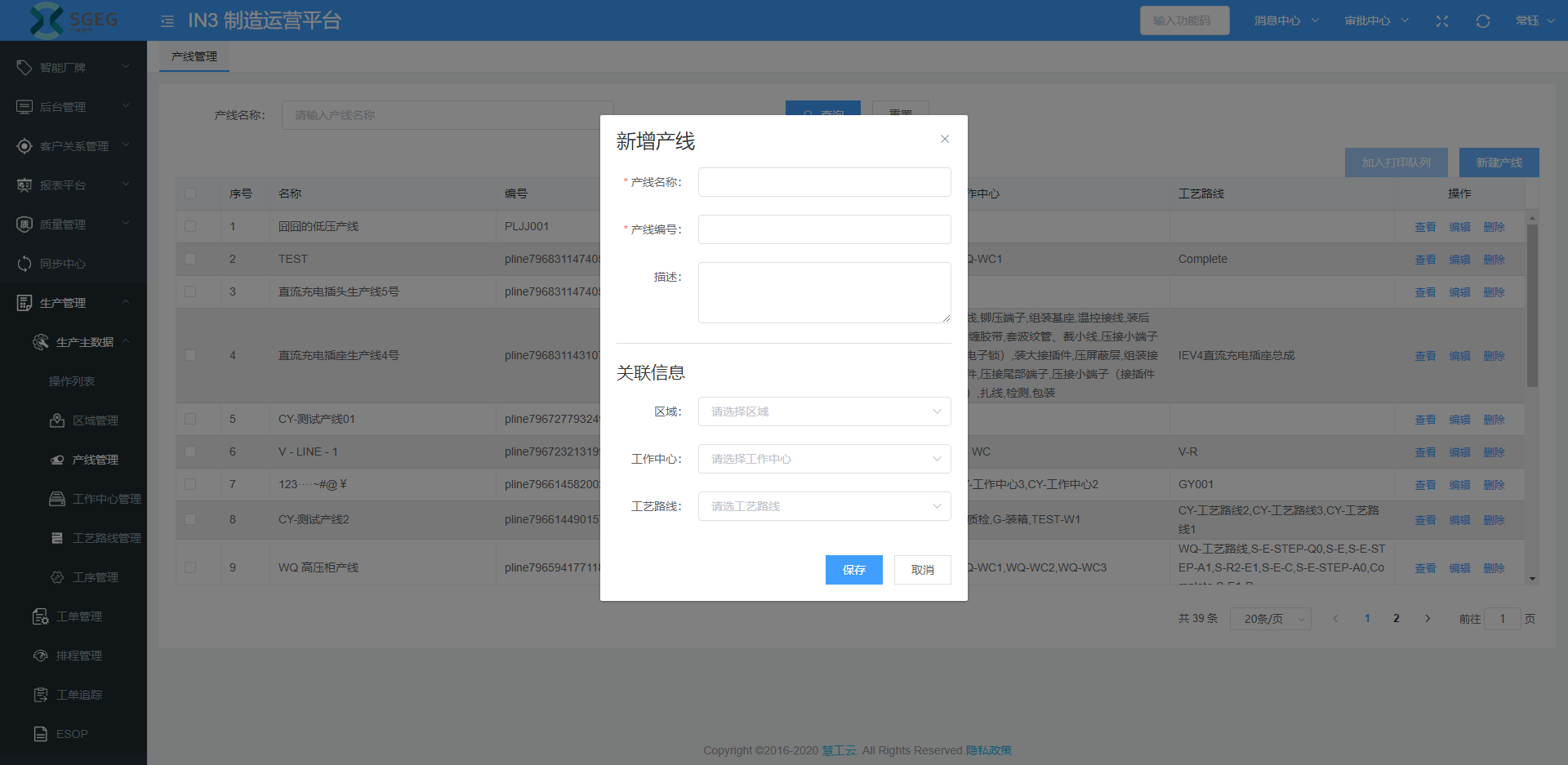
在【新增产线】时,必须填写产线名称以及产线编号,且产线名称与产线编号需要在当前租户中唯一。【新增产线】时可以将产线和区域、工作中心、工艺路线进行关联,一个区域下可以有多条产线,同样一条产线也可以属于多个区域。
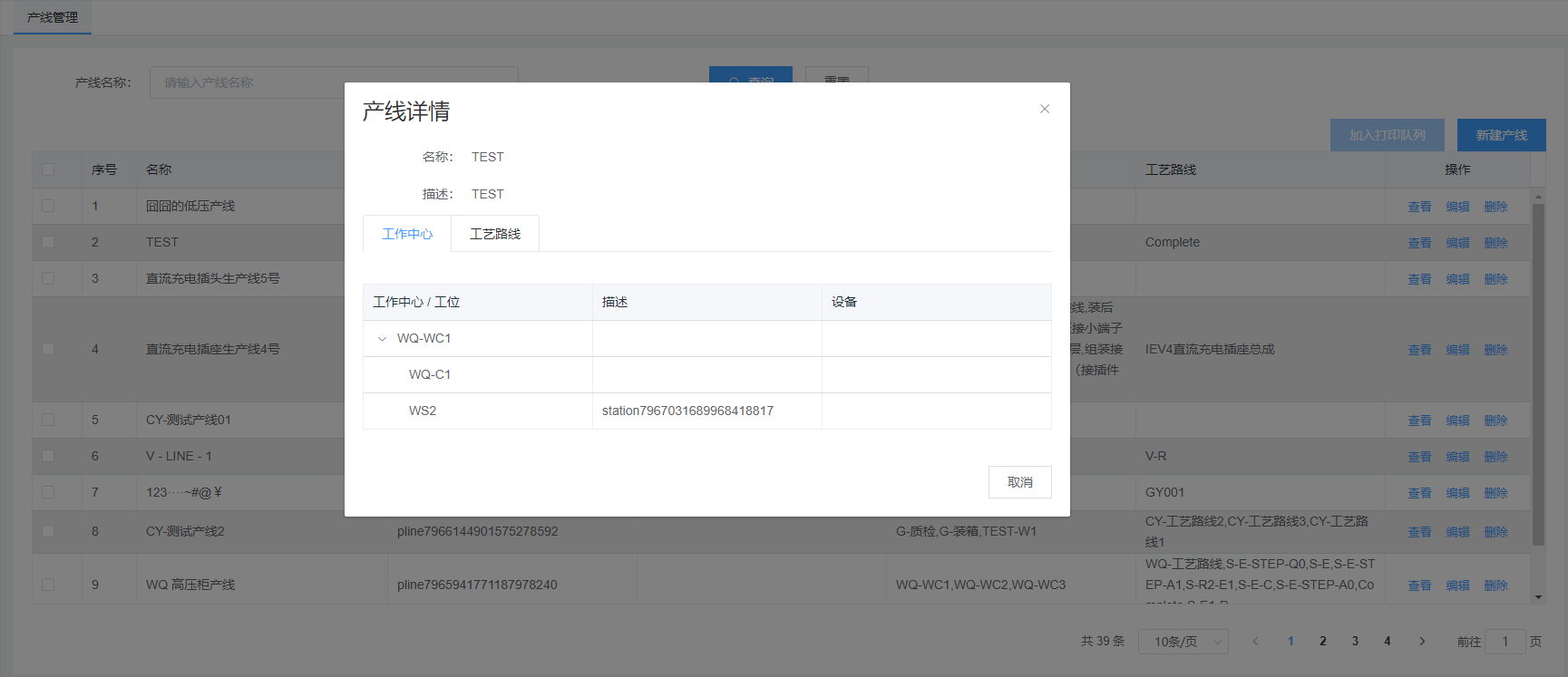
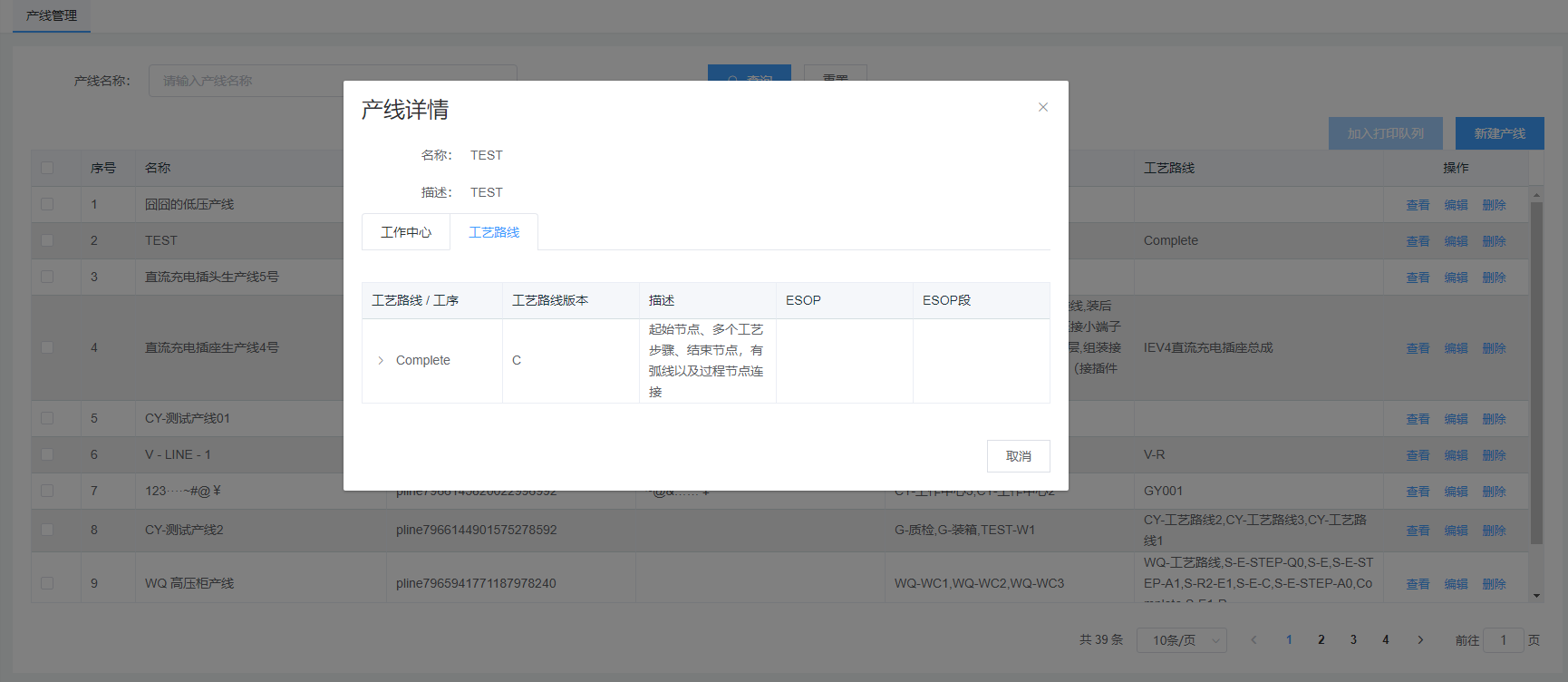
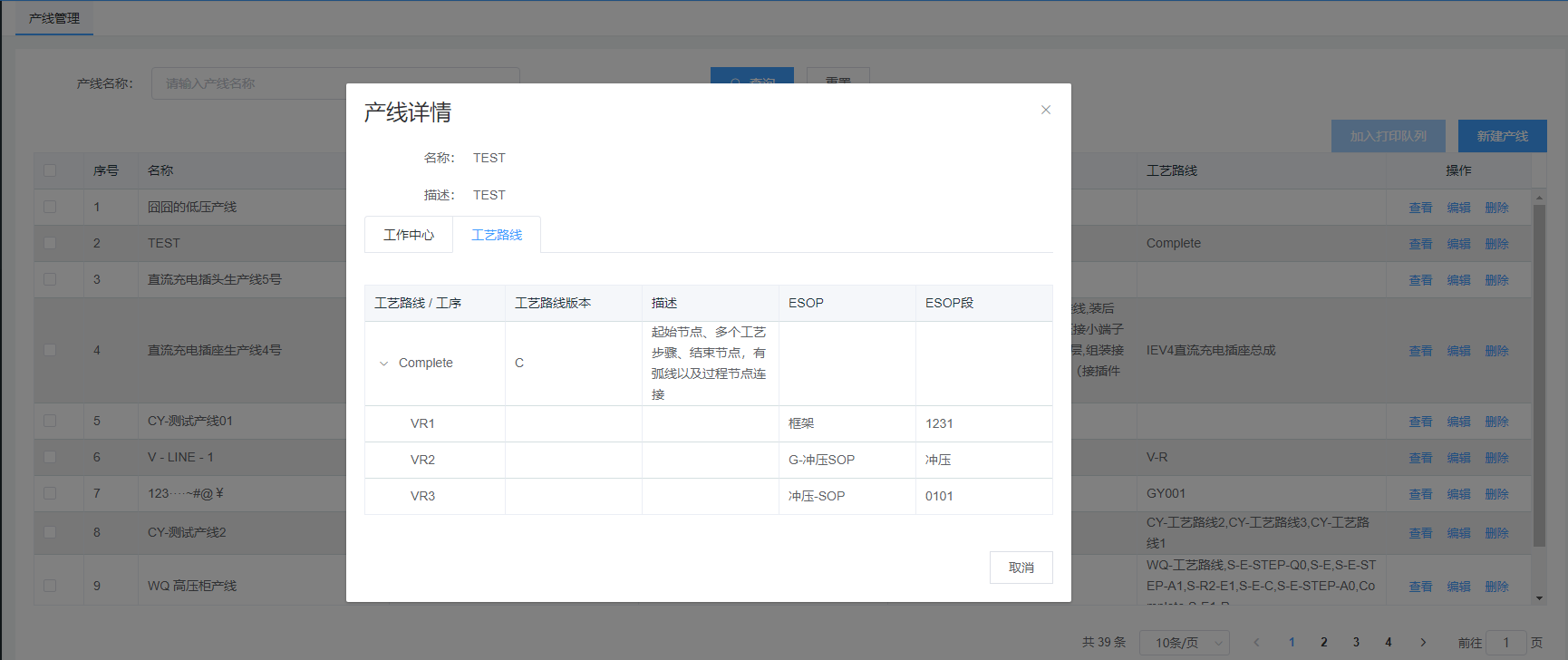
点击操作下的查看可以【查看】产线详情,详情页的弹窗头部会显示产线名称和描述,下方会显示产线关联的工作中心以及工作中心下的工位。点击工艺路线的Tab会显示与产线关联的工艺路线,展开工艺路线会显示该工艺路线下的每一道工序,每一步工序会有与之对应的ESOP段以及该ESOP段所在的ESOP文件。工艺路线支持显示多个版本和对该版本的工艺路线的描述。
1.1.3 工作中心管理
生产管理>生产主数据>工作中心管理
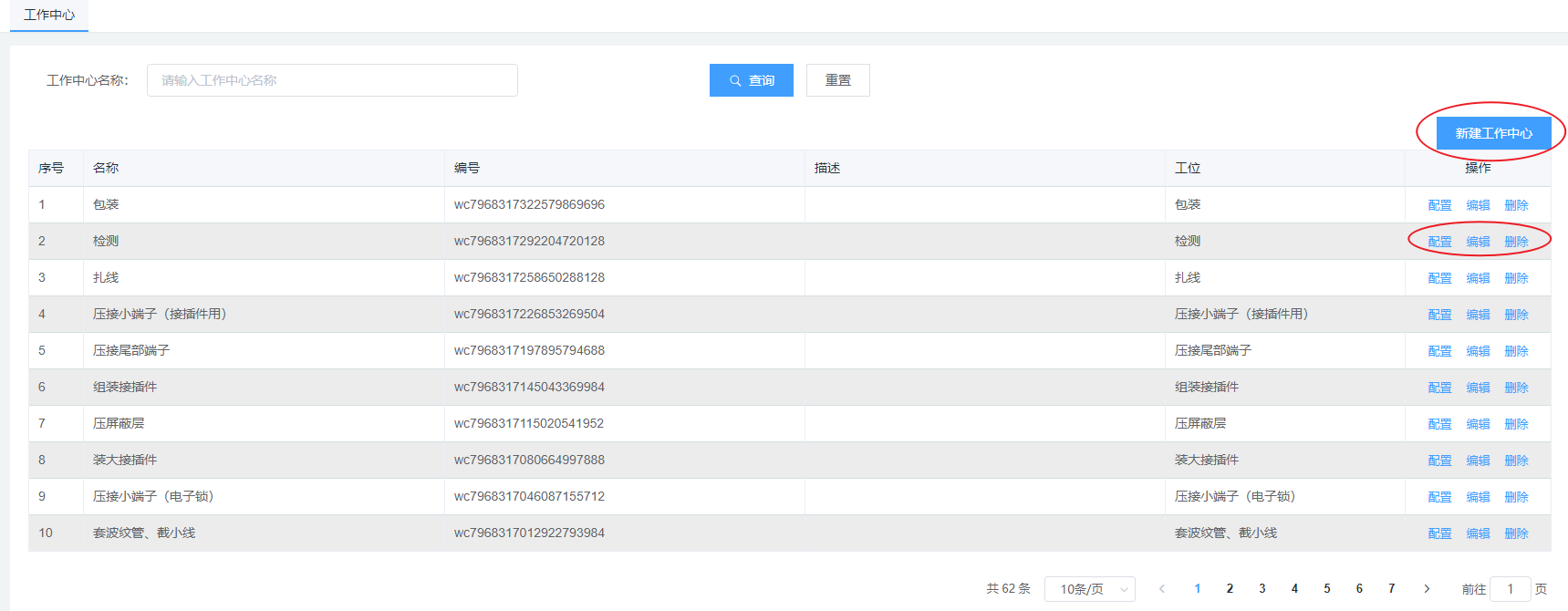
在『生产主数据』下的工作中心模块,我们可以对产线下的『工作中心』进行管理。支持的操作有:【新建工作中心】以及【配置】、【编辑】和【删除】列表中的工作中心。
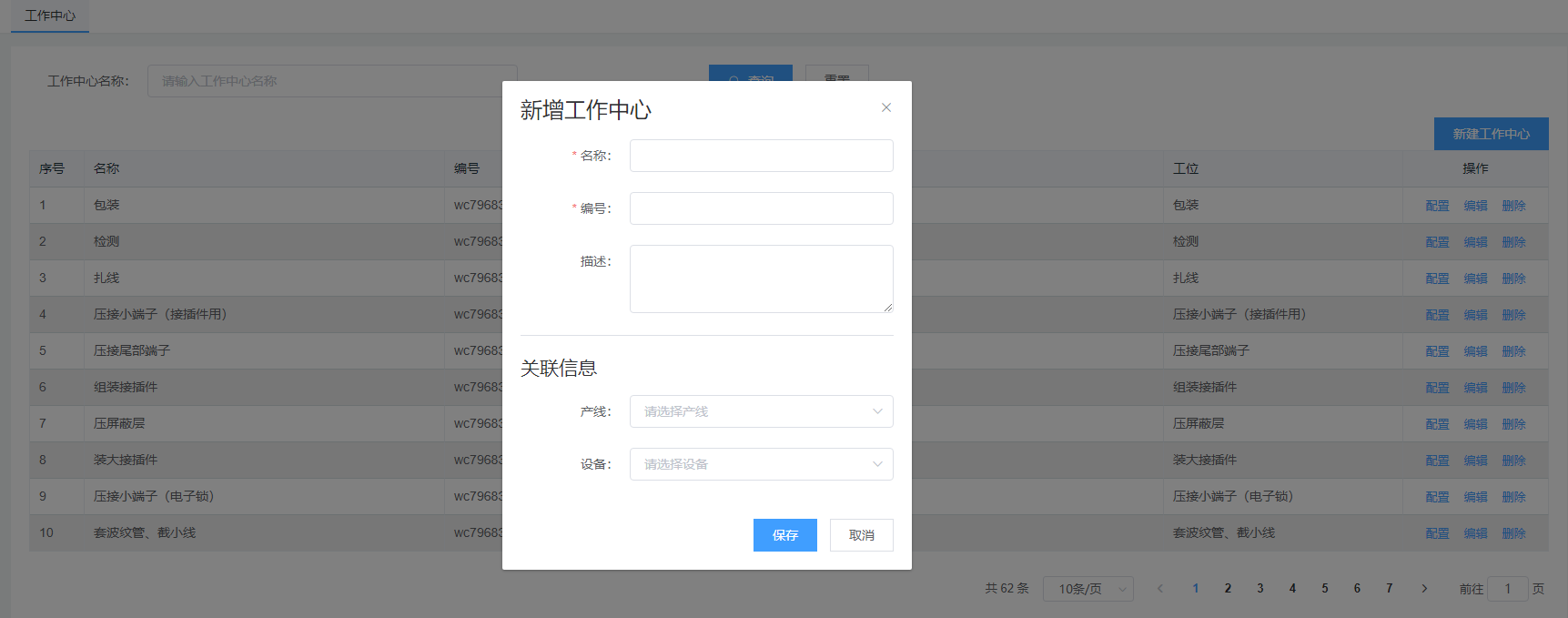
在【新建工作中心】时,必须要填写该工作中心的名称、编号,下方可以简单地对该工作中心做出描述。同样,我们可以将该工作中心与产线关联,即将该工作中心配置在某一个或者多个产线下面。我们可以将与该工作中心的相关的设备关联到该新建的工作中心下。
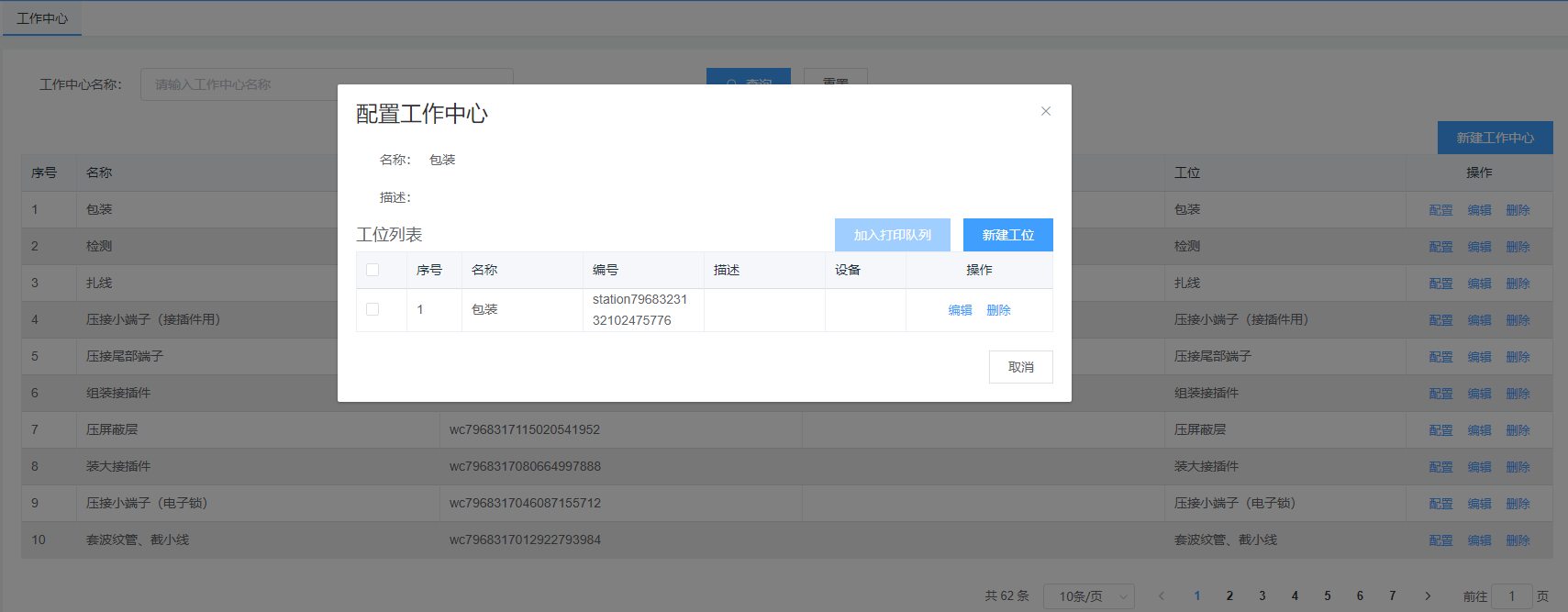
点击操作下的【配置】时,我们可以为该工作中心【新增工位】,在【新增工位】时必须填写工位名称以及编号。同样可以【删除】该工作中心下已经存在的工位。
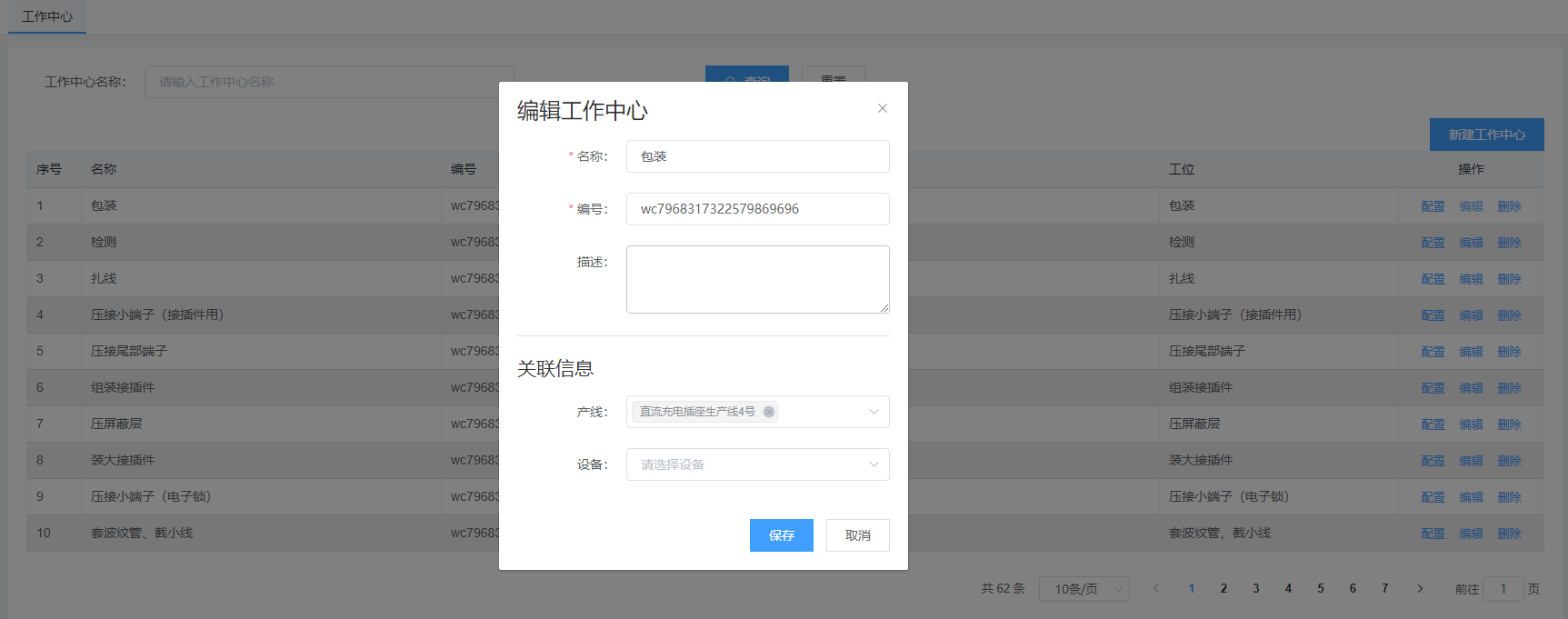
选中列表中的某一行点击操作下的【编辑】,可以对工作中心进行【编辑】。支持对名称、编号以及描述的修改。同样也支持该工作中心关联信息,即产线、设备的修改。
点击【删除】可以删除该工作中心。
1.1.4 工艺路线管理
生产管理>生产主数据>工作路线管理
1.1.4.1工艺路线新建与编辑
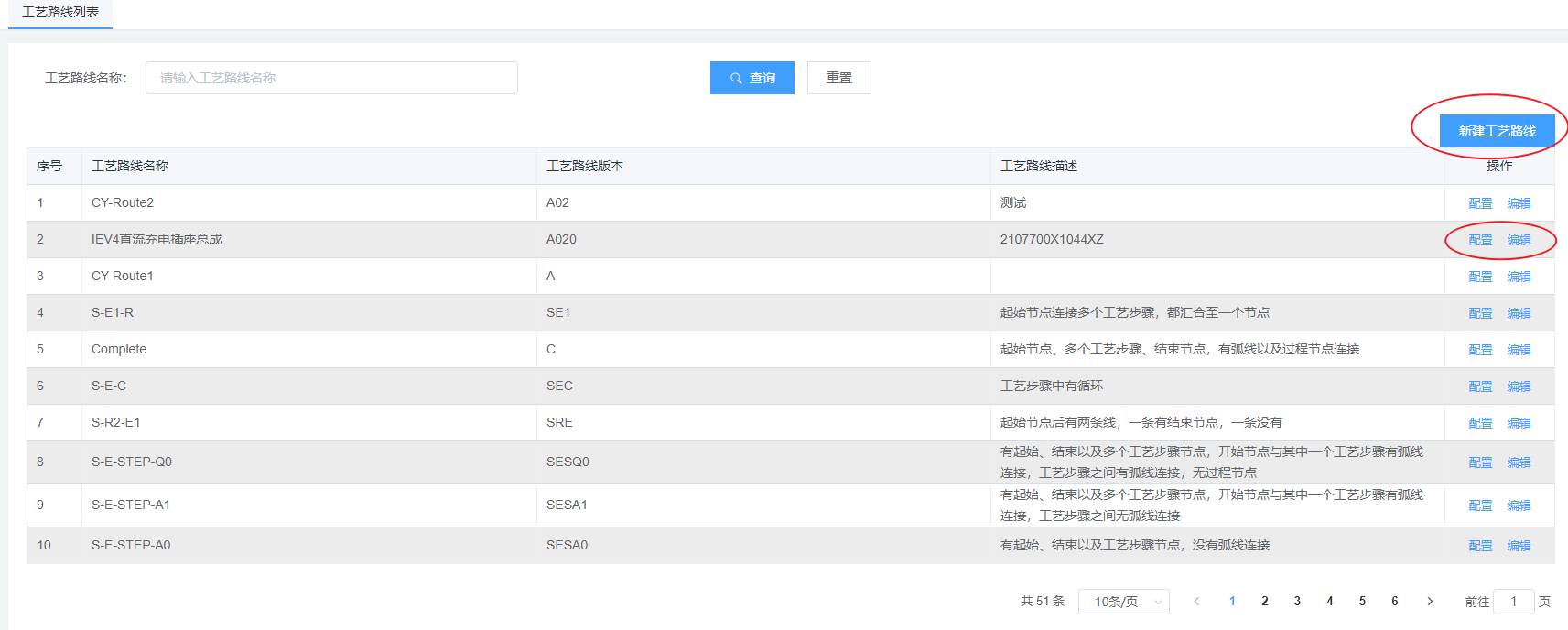
在『生产主数据』下面的工艺路线管理中,支持对工艺路线的【新建】、【配置】与【编辑】。
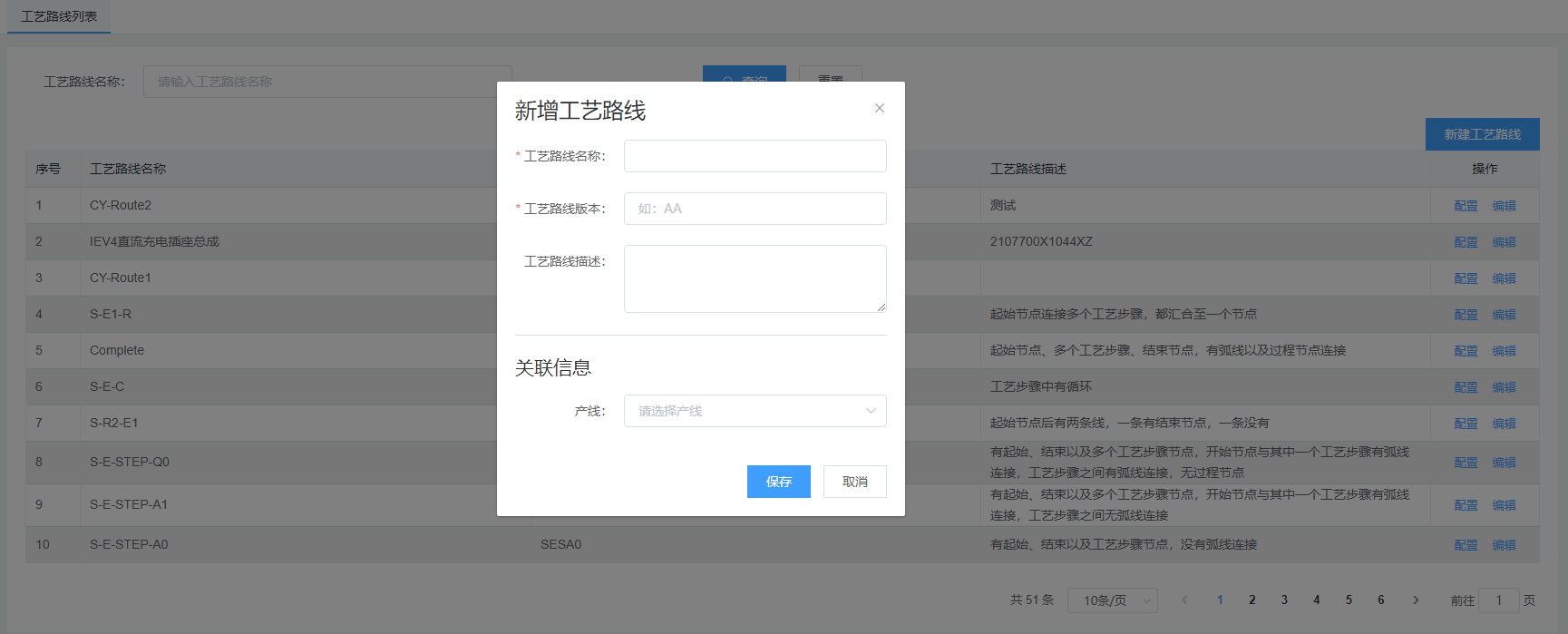
在【新增工艺路线】时,必须填写新增的工艺路线的名称、工艺路线的版本。我们支持将该新建的工作中心与产线进行关联。
1.1.4.2工艺路线配置
点击操作下的【配置】,可以对选中的某一行的工艺路线进行具体的【配置】。

头部的基本信息会显示选中工艺路线的名称、版本以及描述。
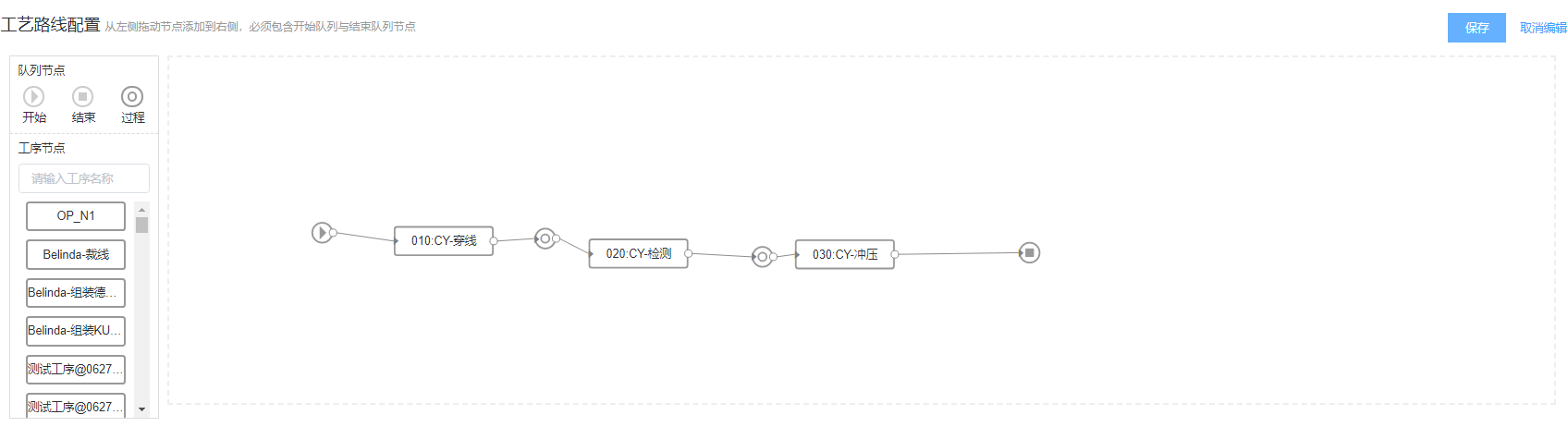
点击工艺路线配置区的【编辑】,可以对工艺路线进行具体配置。配置工艺路线时,可以从左侧的工序节点中选择工序添加到右侧,完整工艺路线必须要包含开始队列与结束队列节点,两个工序节点之间可以增加过程队列节点,最后通过工艺弧线(arch)来连接各个节点。
在『工艺路线配置』页面,选中工艺路线配置区的某个工艺步骤,再点击工艺路线详细信息区的【编辑】,可以对选中工艺步骤进行个性化配置。

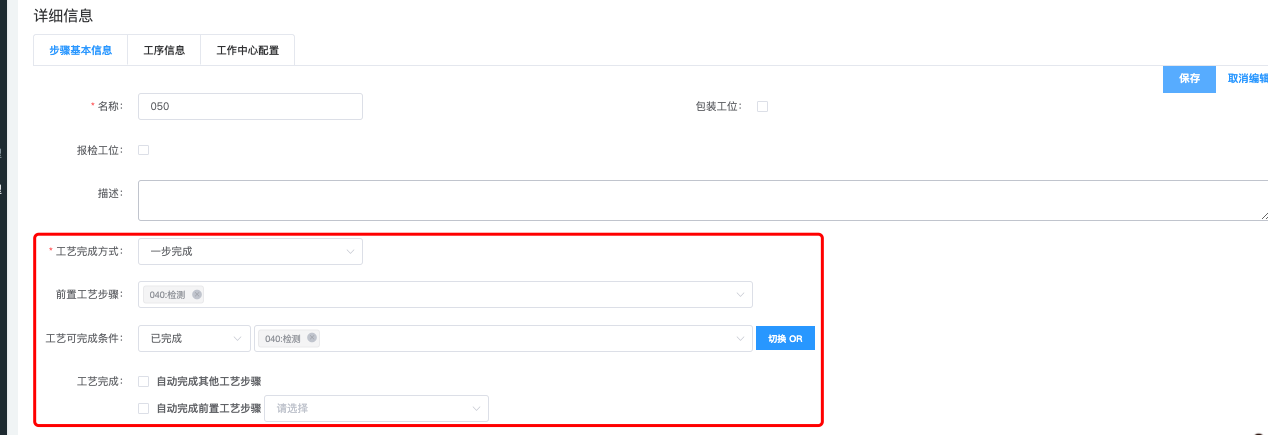
- 支持一步完成/两步完成配置,如:“发货”工艺步骤,可以配置为一步完成,则在移动端操作时点击【完成工序】即可;“一次线”工艺步骤配置为两步完成,则需要【开始】操作后再【完成工序】。
- 支持设置该工艺步骤的前置工艺步骤,即设置该工艺步骤开始及完成条件。如:设置“发货“工艺步骤的前置工艺步骤为“检测”,可完成条件为“已完成检测”,则在移动端『工序执行』界面中,未完成“检测”工艺步骤时,无法开始“发货”工艺步骤。

- 支持设置当前工艺步骤完成时,是否自动完成所有未完成工序或前置工艺步骤。
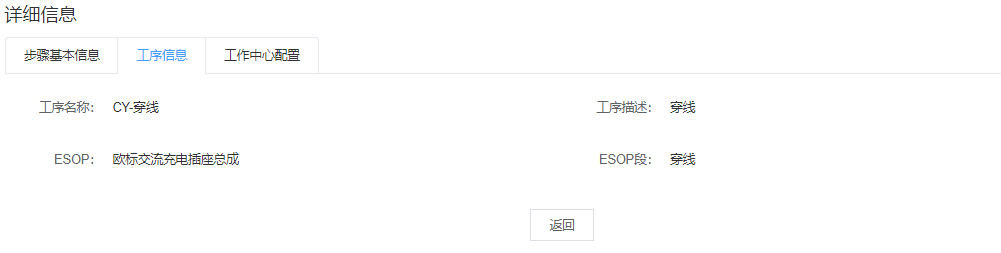
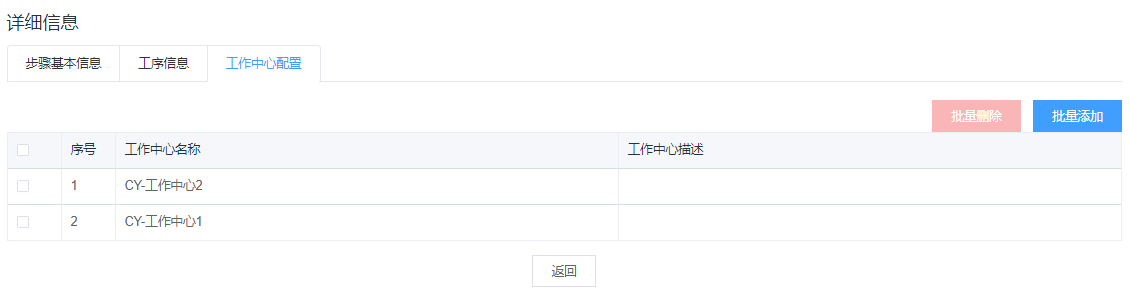
- 支持查看当前工艺步骤关联的工序信息,并且配置关联的工作中心。
1.1.4.3标准工时维护
进入『生产管理』-『生产主数据』-『工艺路线管理』中,点击【关联物料】可以去绑定物料,维护工时。

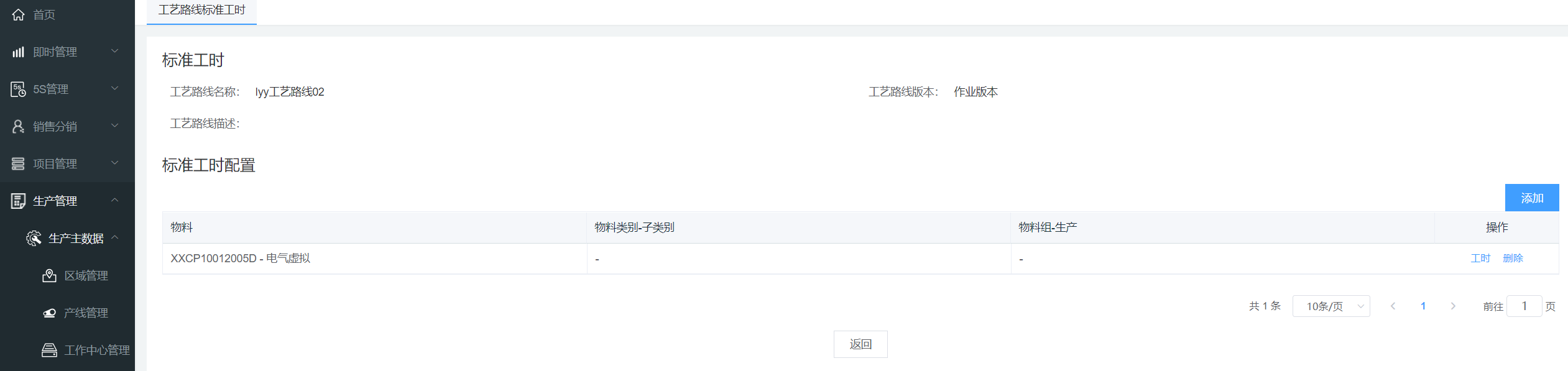
点击【关联物料】后,点击【添加】可以绑定物料编号,物料类型,物料组-生产。
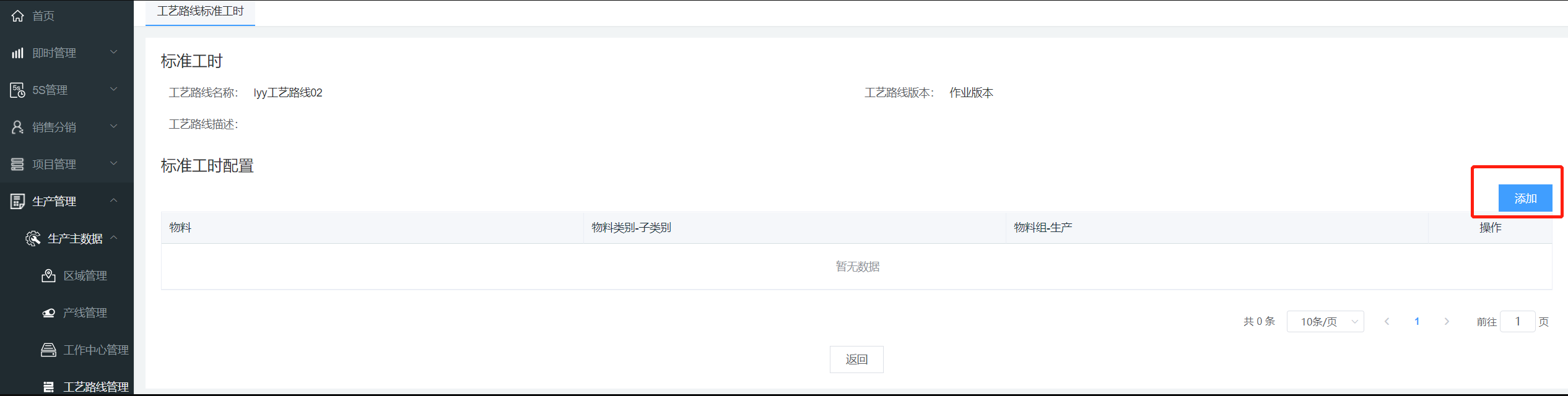
点击【添加】后, 弹出弹框,选择要维护的方式。
如果我们能明确定位到物料编号对应的工时,那么我们建议维护到最细的颗粒度。如果维护到物料编号比较难,我们也接受可以不精准,那么我们可以按照物料类别(子类别)来维护工时。也可以按照物料组-生产的维度来定义。

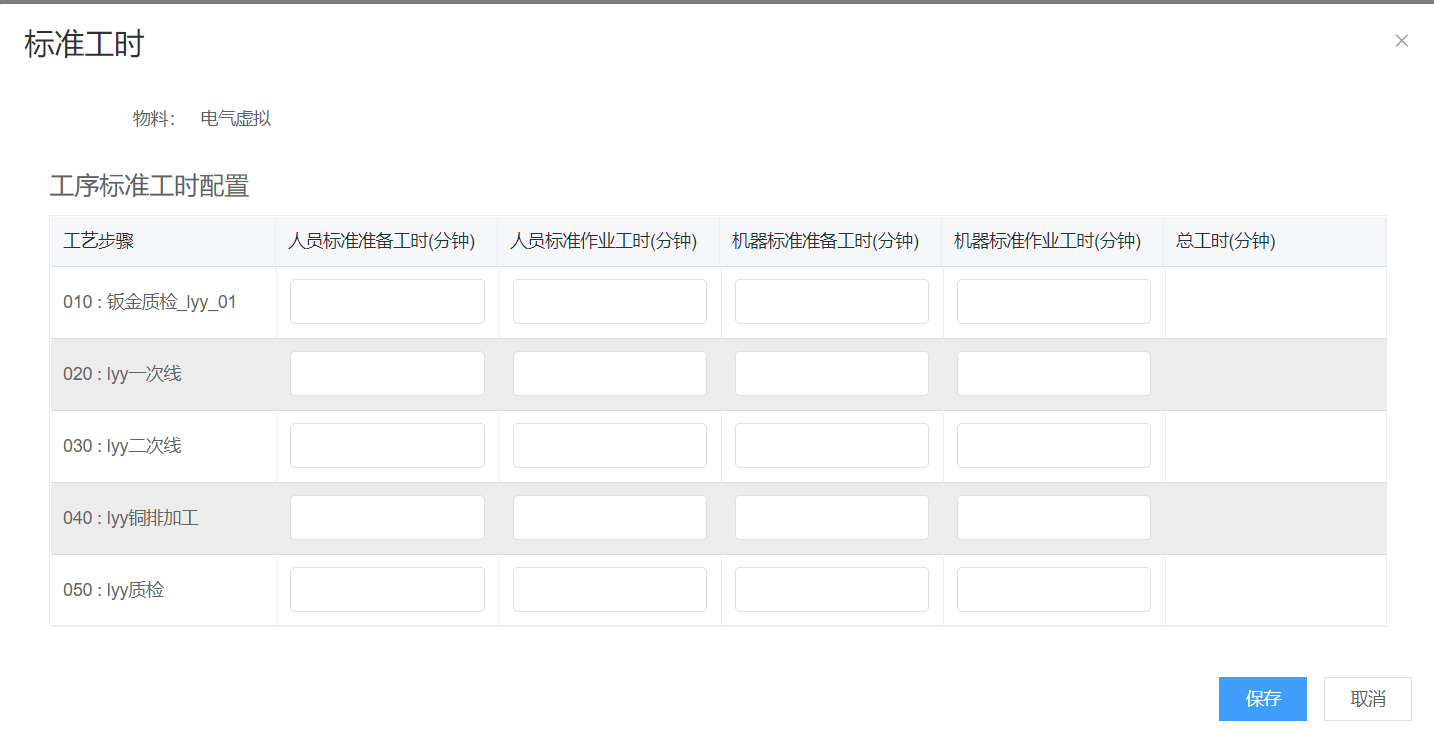
点击行的【工时】,可以维护对应的工艺步骤的多个工时。人员准备工时,人员作业工时,机器准备工时,机器作业工时。人员作业和机器作业的时间分开维护,而对于可以提前做准备的事项,如拆包装等不是在产品上线的过程中做的,而是用其他的额外的时间来做的,我们可以把这段时间定义为人员准备时间。(从精益的角度,我们会希望尽量将上线-下线的时间缩短,所以我们会将工时从作业转移到准备时间)
同样的道理,我们也希望将机器的作业时间转移到准备时间,从而我们可以完全利用机器作业外的时间来做准备。
维护时,最多允许一位小数,目前工时的时间暂时只到分钟。总工时是将所有的工时加起来的(非维护)。
物料编号按照维护的物料编号、物料类别,物料组-生产来定义。会优先检索物料编号是否维护了工时,如果没有,继续检索物料类别,其次再检索物料组-生产。
1.1.5 工序管理
生产管理>生产主数据>工序管理
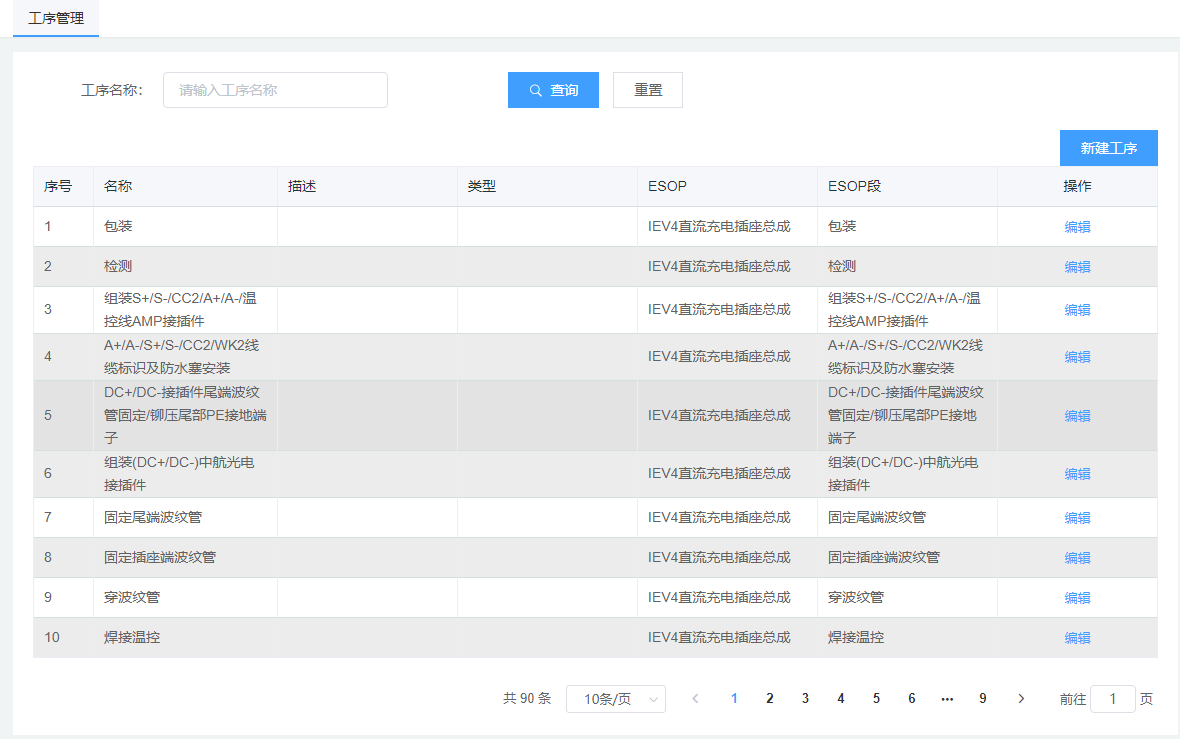
在主数据管理的『工序管理』中,可以对工艺路线下的工序进行【新建】、【查询】以及【编辑】。

在【新增工序】时,必须填写工序名称,可以为该工序绑定ESOP文件和该ESOP文件中与该工序相关的ESOP段。

点击【编辑】可以对选中的工序进行【编辑】。
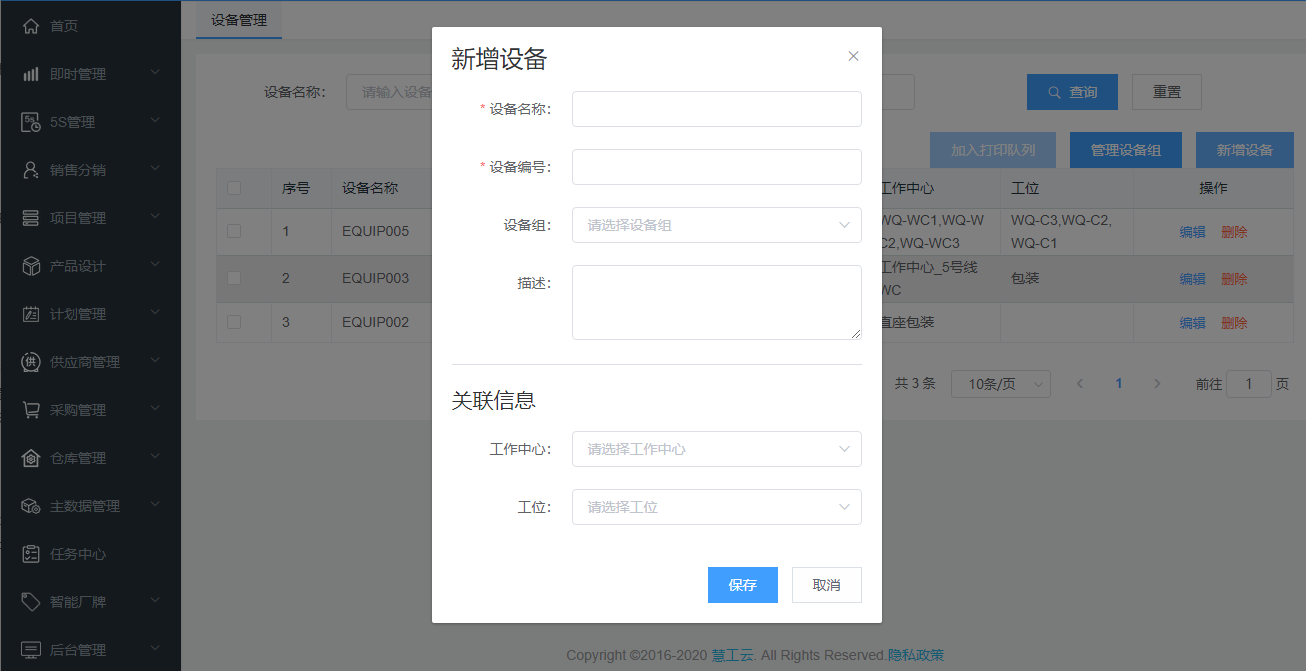
1.1.6 设备管理
生产管理>生产主数据>设备管理

在『生产主数据』中还可以进行『设备管理』,在『设备管理』中有这样几个主数据:设备名称、设备编号、描述、设备组以及该设备所属于的工作中心和工位。其中设备组是具有一系列相同特性的设备(例如模具),主要是为了方便对设备的管理,对于设备组可以进行【新增】与【删除】的操作。

在【新增设备】时,必须填入设备的名称、编号,可以选择设备所属的设备组并添加对该设备的描述。同样可以将【新增】的该设备关联到具体的工作中心以及工位。
1.2 创建并释放工单
生产执行是基于工单的执行,所以生产执行需要依赖于工单的创建和释放。详见《计划管理用户操作手册》。
1.3 厂牌创建
生产执行在生产的执行过程中,可以对于成品的厂牌进行扫码,也可以对于SN进行扫描执行。如需要通过厂牌进行执行,需要开通厂牌模块同时打印厂牌张贴在产品上。详见《厂牌系统用户操作手册》。
1.4 扫码执行
操作员开始作业前,登录企业微信,app中记录操作过程。
路径:企业微信>工作台>IN工业制造运营平台>生产执行。

1.4.1 移动端扫码执行
点击【扫码】图标:
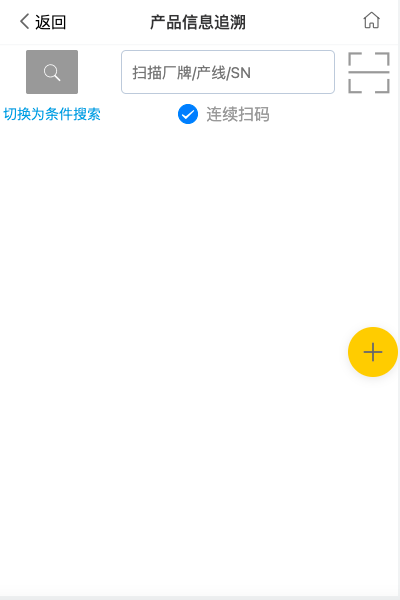
扫描厂牌上的二维码,可以查询到唯一指定的产品的信息。

扫描产线码,可以对查询到排在该产线生产的产品的信息。

支持连续扫码,多次扫码后进入清单,可进行批量操作。

下文中以扫描厂牌上的二维码为例。
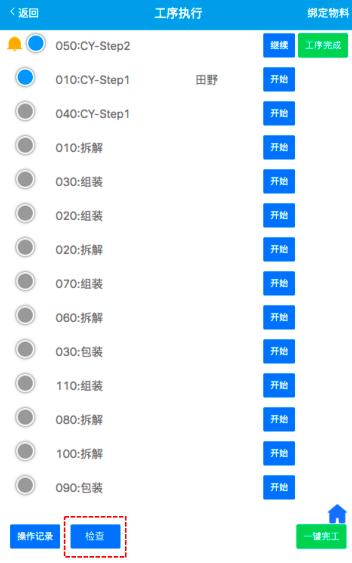
『工序执行』界面中从上往下罗列出了生产过程中的工序。
点击任意工序的操作选项中【开始】图标,即表明该用户正在该工序中作业。系统同时开始记录操作员的在该工序的操作开始时间。
若有多个员工在一个产品上进行作业,则需要在各自的app中分别点击开始。
处于开始状态的工序,状态显示黄色铃铛和蓝色圈。
在员工中休或下班前,点击工序操作选项中的【暂停】。该工序进入暂停状态。
员工回到工位继续工作前,点击【继续】。该工序进入工作状态。

在当前工序完成之后,操作员点击工序的【工序完成】。该工序进入完成状态。
若有多个员工在同一个产品的同一道工序中作业,则需要所有员工都点击【工序完成】后工序才进入完成状态。
完成状态下的工序,状态显示为绿色圈。
针对“一步完成”的工艺步骤,可批量快捷完成。
1.4.2 维修
若员工作业时发现了异常情况,例如现场设备工装有损需要进行维修。点击工序执行界面的【开始维修】。该工序进入“维修中”状态,在该状态下所有工序均暂停操作。

在维修完成后,点击【完成维修】。工序进入正常执行状态,可以继续工序或者开始新工序。

1.4.3 完工
若该产品实际已完成生产,但是员工漏操作造成产品未显示完工,例如未点击【工序完工】,班组长可以在工序执行界面点击【一键完工】以强制为该产品做完工。

班组长在工序执行界面点击【操作记录】,可以查看所有为该产品做操作的员工的执行记录。

1.4.4 检查
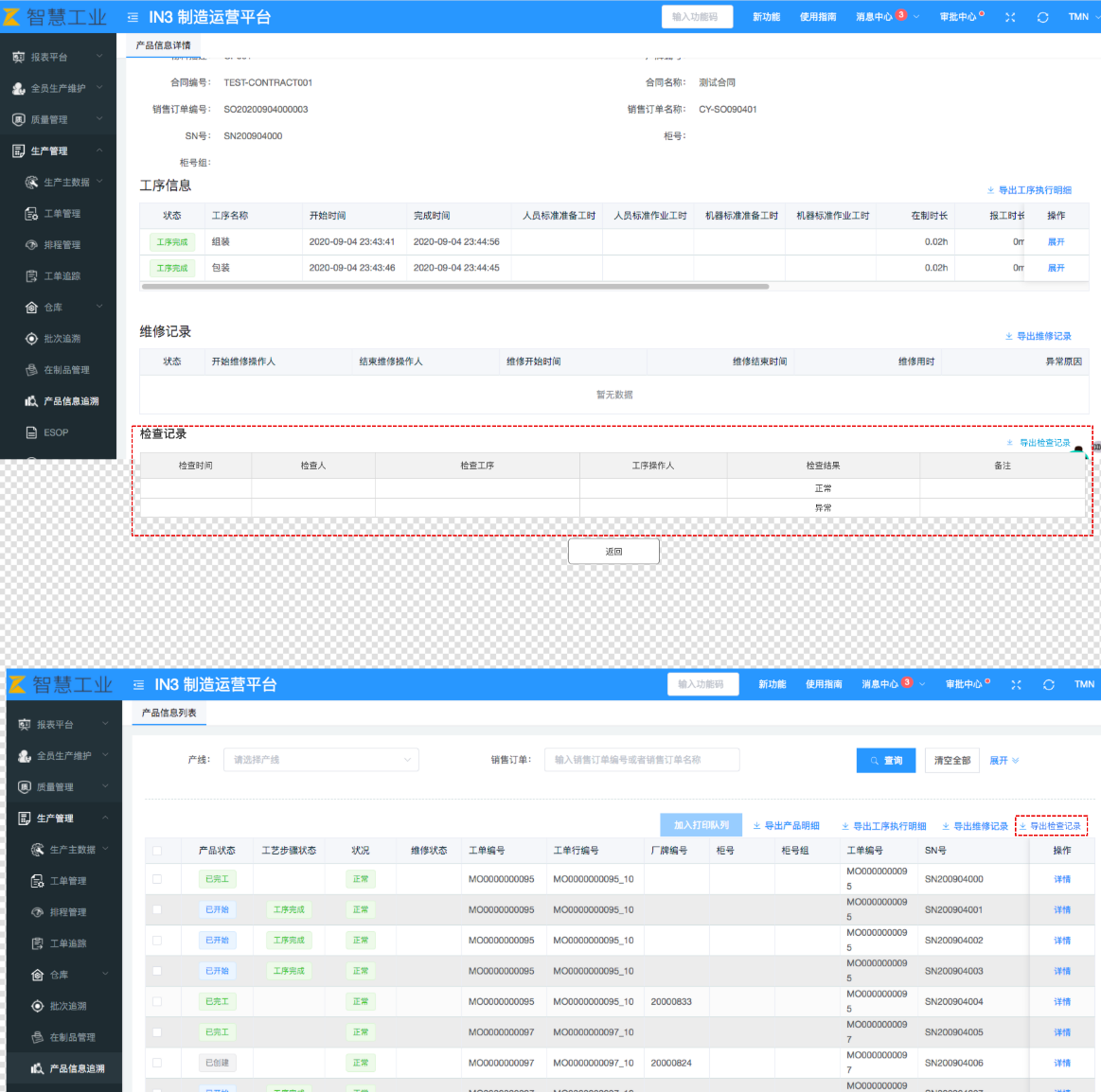
移动端>生产执行 扫码或通过搜索条件进入对应的产品详情页后,检查人员具有检查功能,可针对不同工序进行抽查,并记录实际情况与系统信息是否一致。


PC端>生产管理>生产信息追溯 支持查看及导出检查结果。
1.4.5 产品查询
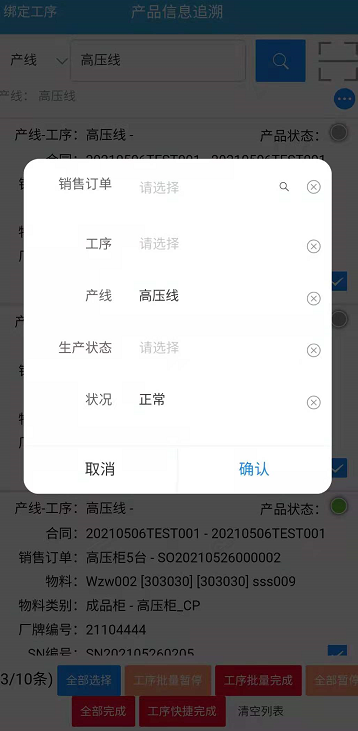
在结果列表中,单击任一行产品,进入工序执行界面。点击产线,可以搜索其他条件包括:
- 我进行中的:搜索的是登录人进行中的产品。可以基于我进行中的产品批量工序完成和暂停。
- 产线:点击产线,选择产线,可以搜索出该产线的在制品。
- 工序:点击工序,选择工序,可以搜索出该工序的在制品。
- SN:选择SN,可以搜索该SN的在制品
- 销售订单:选择销售订单,可以搜索该销售订单的在制品
- 厂牌编号:选择厂牌编号,可以搜索该厂牌编号的在制品
- 柜号:选择柜号,可以搜索该柜号的在制品
注:也可对已筛选的产品进行二次更细致的筛选,通过销售订单、工序、产线、生产状态、状况查询。
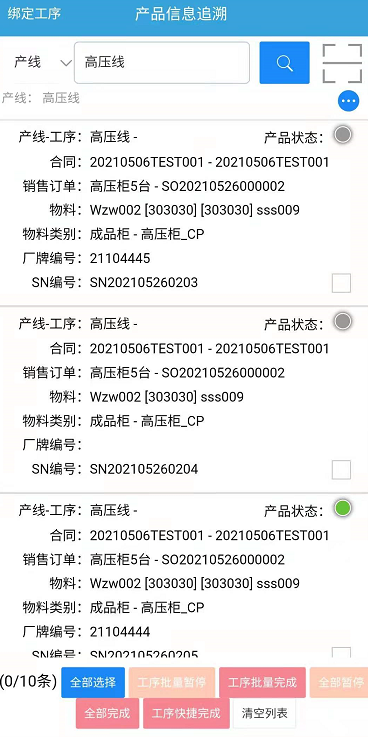
在中休或者当日下班后,一线员工可以对自己开始的工序进行批量的【暂停】和【完成】。
班组长可以在产品信息追溯查询界面根据产线、销售订单等信息查询在制的产品。并可以对查询到的产品做【工序批量暂停】【工序批量完成】【全部暂停】【全部完成】【工序快捷完成】【清空列表】的操作。
1.全部选择:全部选中当前界面可见所有设备。
2.工序批量暂停:所有已开始操作人为当前用户的工艺全部暂停(两步操作才有)。
3.工序批量完成:所有已开始操作人为当前用户的工艺全部完成(两步操作才有)。
4.全部暂停:所有已开始的工艺全部暂停(两步操作才有)。
5.全部完成:所有已开始的工艺全部完成(两步操作才有)。
6.工序快捷完成:选择一步工艺直接完成。
7.清空列表:清空当前列表。

1.5 PC端报表
1.5.1 PC端查看在制品状态
路径:生产管理>在制品管理
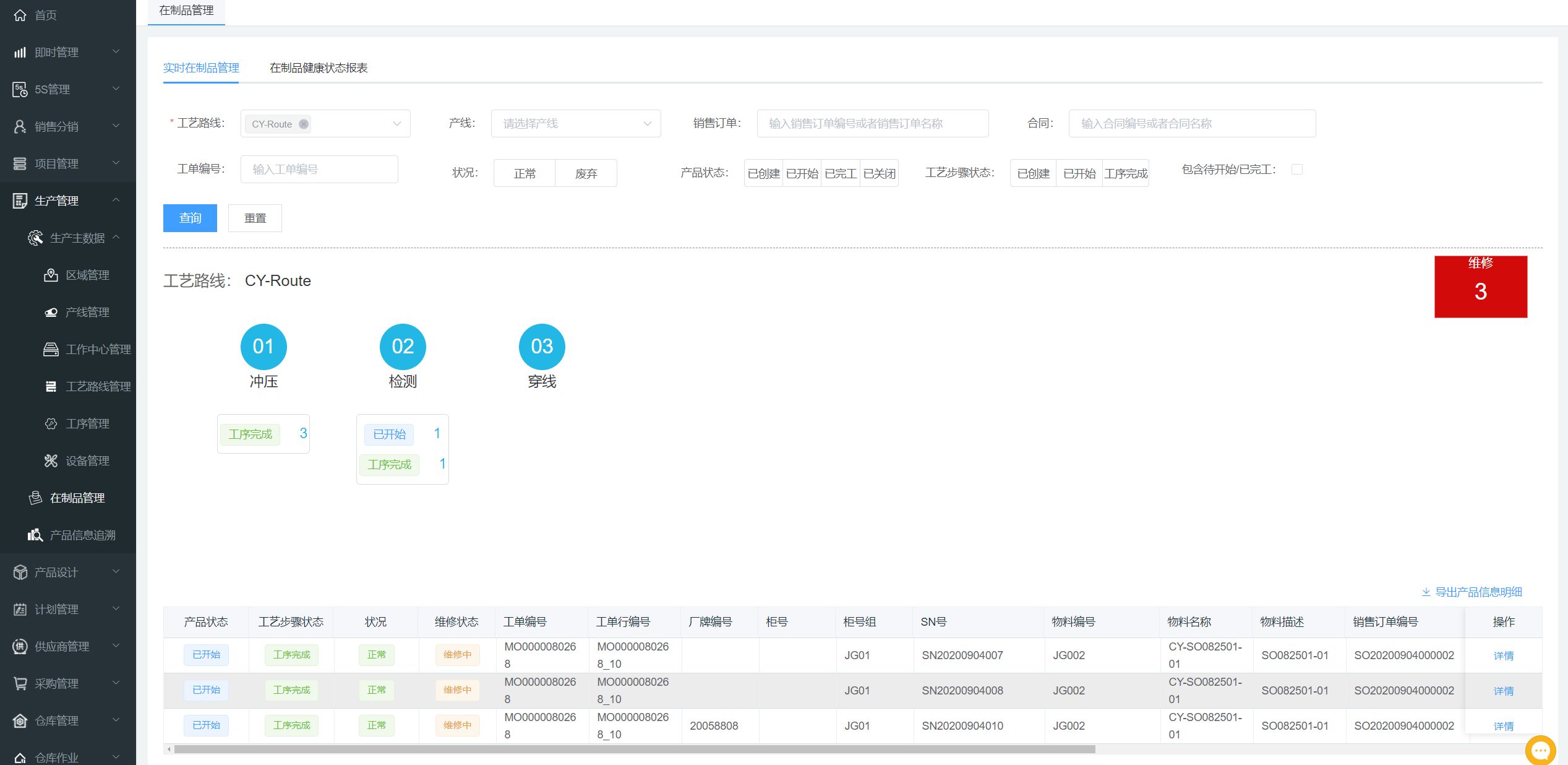
1.5.2 实时在制品管理
管理层(班组长、车间主任、生产主管等),进入该菜单,选择需要查看的工艺路线、产线,【查询】以查询到指定范围内的在制品状态。
如下图:
Q1:已经释放,尚未生产
裁线、一次线、二次线分别表示产品生产过程中需要经过的工序,下方的数字表示各状态下正在进行的数量。
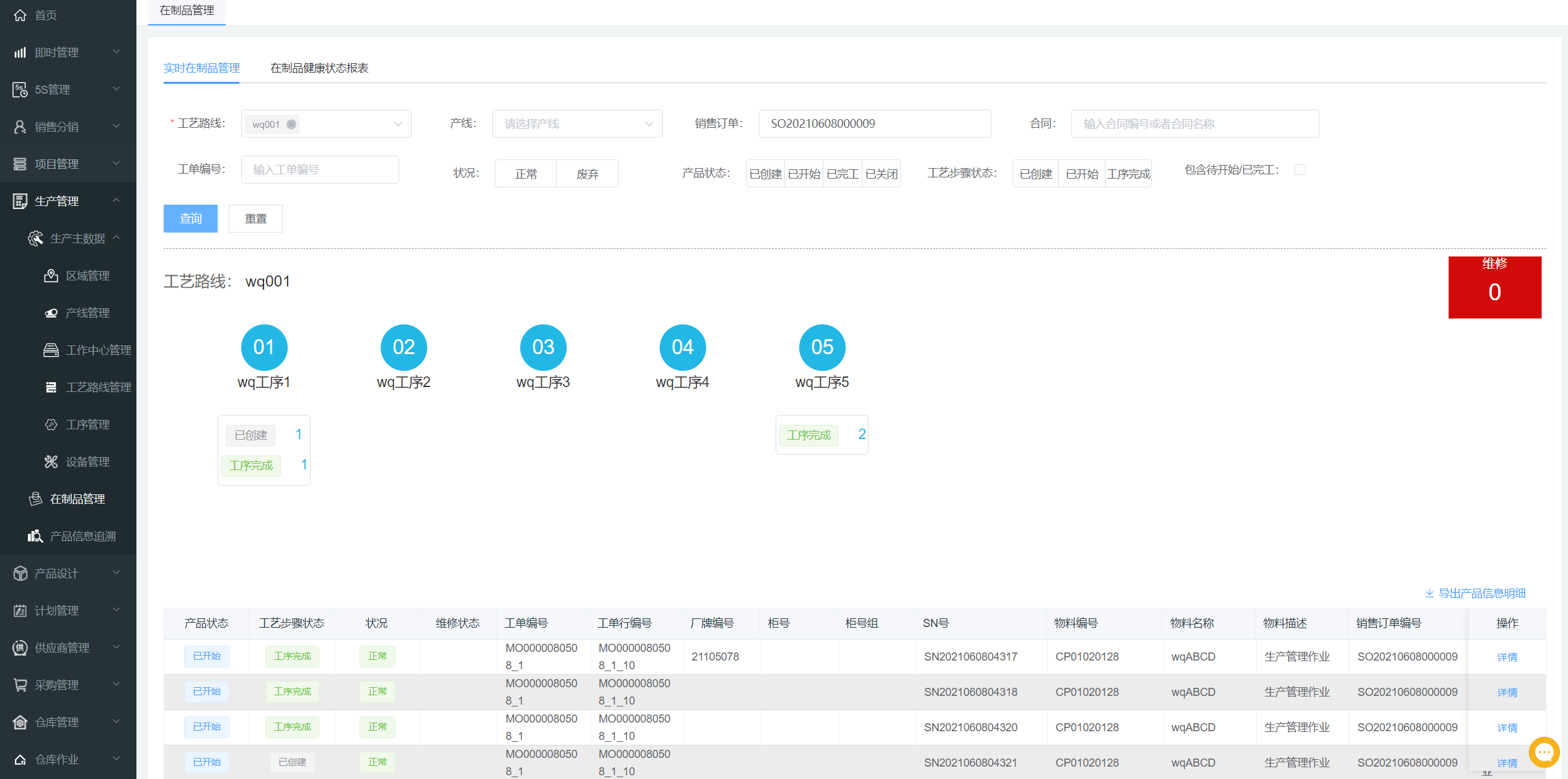
点击任意工序下的【数字框】,查看对应的在制产品的明细信息。
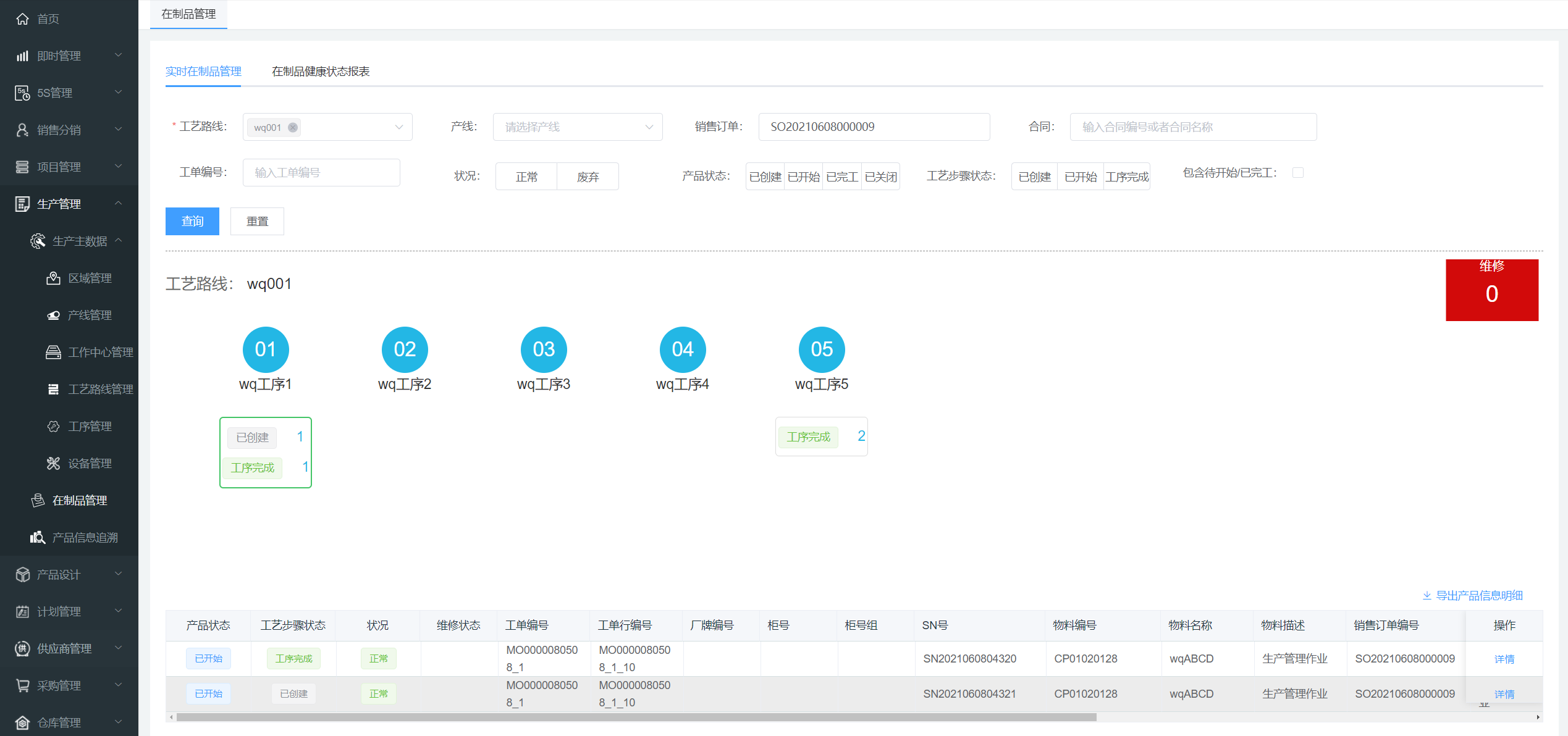
点击右侧红底色的【维修】框,查看正处于维修中的在制品详细信息。
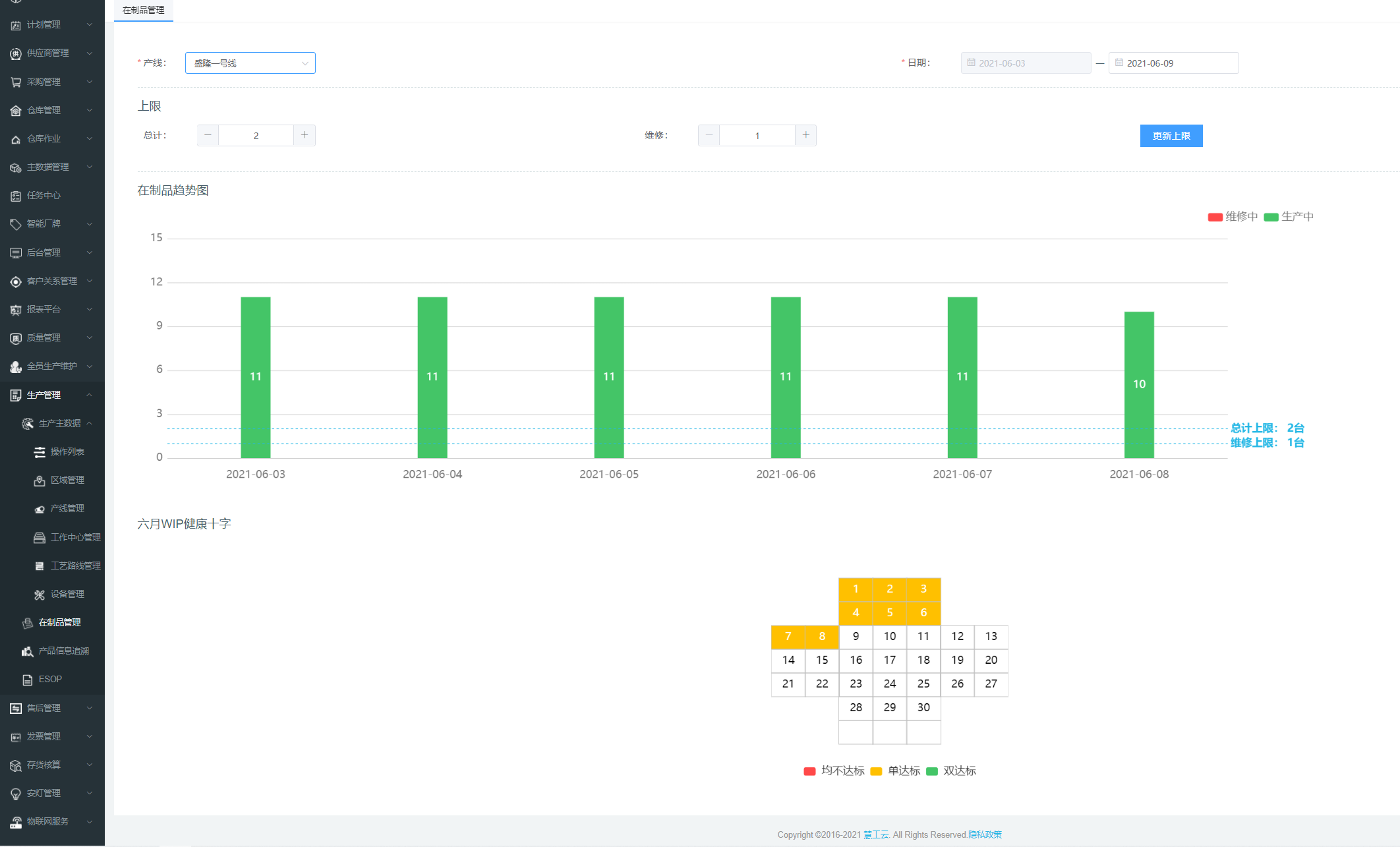
1.5.3 在制品健康状态报表
路径:生产管理>在制品管理>在制品健康状态报表
管理层(班组长、车间主任、生产主管等),进入该菜单,选择需要查看的产线,以查询到指定产线在过去连续一周的在制品数量,以柱状图形式呈现。柱状图中红色部分是维修中的数量,绿色部分为生产中的数量。
该每天的在制品数量统计时间点为每天24:00。结果图中显示的日期范围默认为最近一周。
每月的【WIP健康十字】图
可以设置WIP健康标准,为每天在生产中的数量和在维修中的数量设置一个上限值作为健康标准。在上限值以下则视为健康状态。
每月的日期按照十字排列:
生产中和在维修中的数量均达标的日期底色为绿色;
单项达标的日期底色为黄色;
两项均不达标的底色为红色。
1.5.4 PC端产品信息追溯
路径:生产管理>产品信息追溯
管理层(班组长、车间主任、生产主管等),进入该菜单,填充必要的查询条件,点击【查询】,查看指定范围内的产品。
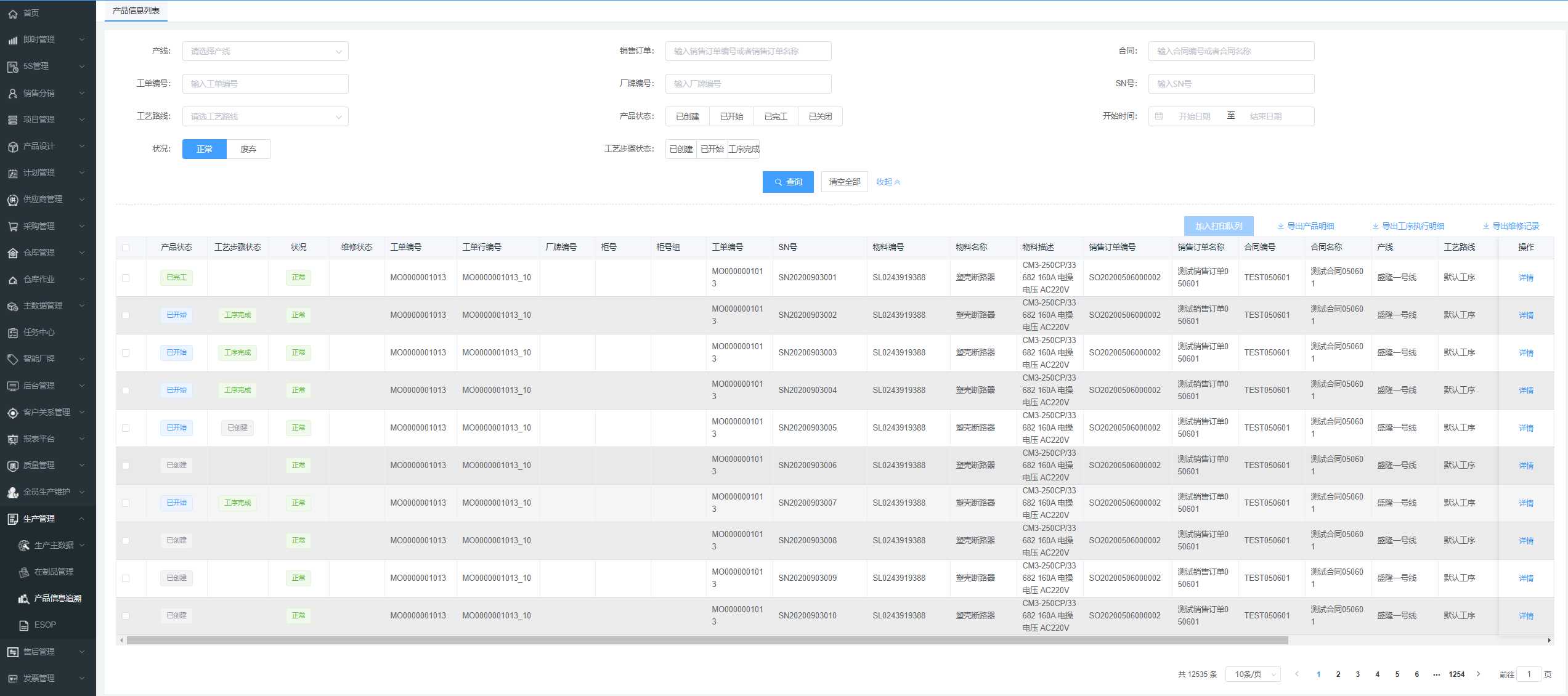
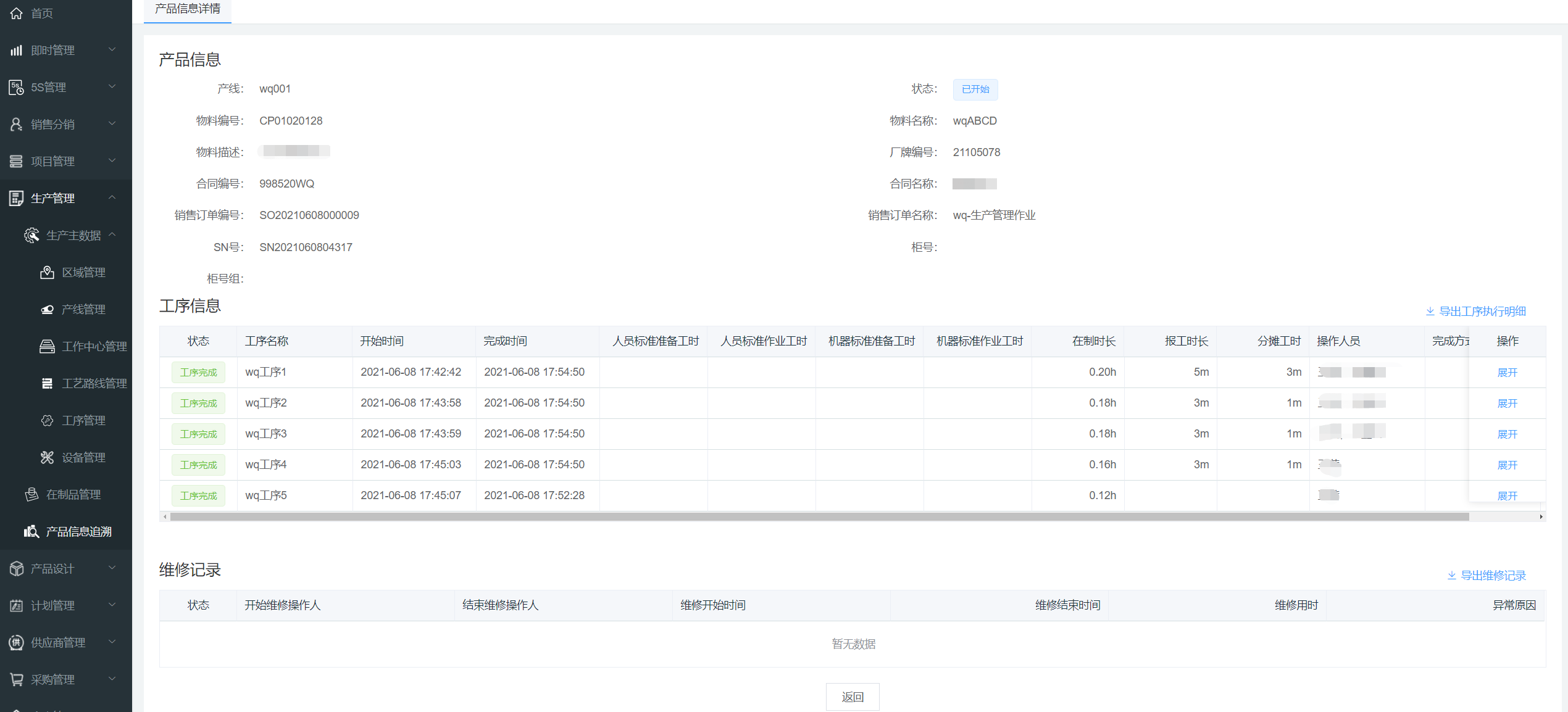
点击某一行产品右侧的【详情】,进入产品信息详情页。
『产品信息详情』页可追溯到是否被自动完成。
页面中详细罗列了该产品生产过程中所有的工序,各工序的状态,各工序执行过程中的操作员,每个操作员在工序上开始操作和结束操作的时间,以及根据起止时间计算出来的工时。

列表页面包括的工时:
| 人员标准准备工时 | 该产品(或者维护在物料组)该工艺的人员标准准备工时。 准备工时:工人为了保证完成基本工艺过程而进行的各种辅助操作所消耗的时间,如金属切削过程中的装夹、进刀、退刀、检测等时间。 |
|---|---|
| 人员标准作业工时 | 该产品(或者维护在物料组)该工艺的人员标准工时。 作业工时:一个熟练工人按规定作业标准生产一个单位合格产品所消耗的时间 |
| 机器标准准备工时 | 该产品(或者维护在物料组)该工艺的机器标准准备工时。 准备工时:机器为了保证完成基本工艺过程而进行的各种辅助操作所消耗的时间,如金属切削过程中的装夹、进刀、退刀、检测等时间。 |
| 机器标准作业工时 | 该产品(或者维护在物料组)该工艺的机器标准工时。 作业工时:机器按规定作业标准生产一个单位合格产品所消耗的时间 |
| 在制时长 | 该工序从上线到下线(如没有下线,到现在)的时间 |
| 报工工时 | 所有该工序的操作员的所有操作时间(从该工序上线到该工序完成)的汇总 |
| 分摊工时 | 所有该工序的操作员的所有分摊时间(一个人执行多工序或者产品的分摊工时)的汇总 |
展开详情后:
| 人员标准准备工时 | 该产品(或者维护在物料组)该工艺的人员标准准备工时。 准备工时:工人为了保证完成基本工艺过程而进行的各种辅助操作所消耗的时间,如金属切削过程中的装夹、进刀、退刀、检测等时间。 |
|---|---|
| 人员标准作业工时 | 该产品(或者维护在物料组)该工艺的人员标准工时。 作业工时:一个熟练工人按规定作业标准生产一个单位合格产品所消耗的时间 |
| 机器标准准备工时 | 该产品(或者维护在物料组)该工艺的机器标准准备工时。 准备工时:机器为了保证完成基本工艺过程而进行的各种辅助操作所消耗的时间,如金属切削过程中的装夹、进刀、退刀、检测等时间。 |
| 机器标准作业工时 | 该产品(或者维护在物料组)该工艺的机器标准工时。 作业工时:机器按规定作业标准生产一个单位合格产品所消耗的时间 |
| 在制时长 | 该操作员本次的操作(会因为一个人操作多个柜子系统会自动进行分割)从上线到下线(如没有下线,到现在)的时间 |
| 报工工时 | 该操作员本次的操作(会因为一个人操作多个柜子系统会自动进行分割)(从该工序上线到该工序完成)的时间 |
| 分摊工时 | 该操作员本次的操作(会因为一个人操作多个柜子系统会自动进行分割)(一个人执行多工序或者产品的分摊工时)的是时间 |
举例说明:
有两个操作工,甲和乙。
两人的操作是: 甲:
| 00:00 开始了柜子1的工序1 |
|---|
| 00:05 开始了柜子2的工序1 |
| 00:10 开始了柜子1的工序2 |
| 00:10 完成了柜子1的工序1 |
| 00:15 完成了柜子1的工序2 |
| 00:15 完成了柜子2的工序1 |
乙:
| 00:05 开始了柜子1的工序1 |
|---|
| 00:05 开始了柜子2的工序1 |
| 00:10 开始了柜子1的工序2 |
| 00:10 完成了柜子1的工序1 |
| 00:20 完成了柜子1的工序2 |
| 00:20完成了柜子2的工序1 |
其实可以将两个人的操作完全分开,因为目前两个人的操作在工时统计上并不会冲突。
系统记录的明细表如下:
| 操作 | 产品 | 工序 | 00:00~00:05 | 00:05~00:10 | 00:10~00:15 | 00:15~00:20 |
|---|---|---|---|---|---|---|
| 甲 | 柜子1 | 工序1 | ||||
| 甲 | 柜子1 | 工序2 | ||||
| 甲 | 柜子2 | 工序1 | ||||
| 乙 | 柜子1 | 工序1 | ||||
| 乙 | 柜子1 | 工序2 | ||||
| 乙 | 柜子2 | 工序1 |
| 产品 | 工序 | 开始时间 | 完成时间 | 在制工时(min) | 报工工时(min) | 分摊工时(min) | 操作人 |
|---|---|---|---|---|---|---|---|
| 柜子1 | 工序1 | 00:00 | 00:05 | 5 | 5 | 5 | 甲 |
| 柜子1 | 工序1 | 00:05 | 00:10 | 5 | 5 | 2.5 | 甲 |
| 柜子1 | 工序1 | 00:10 | 00:15 | 5 | 5 | 1.67 | 甲 |
| 柜子1 | 工序2 | 00:10 | 00:15 | 5 | 5 | 1.67 | 甲 |
| 柜子2 | 工序1 | 00:05 | 00:10 | 5 | 5 | 2.5 | 甲 |
| 柜子2 | 工序1 | 00:10 | 00:15 | 5 | 5 | 1.67 | 甲 |
| 柜子1 | 工序1 | 00:05 | 00:10 | 5 | 5 | 2.5 | 乙 |
| 柜子1 | 工序2 | 00:10 | 00:15 | 5 | 5 | 2.5 | 乙 |
| 柜子1 | 工序2 | 00:15 | 00:20 | 5 | 5 | 2.5 | 乙 |
| 柜子2 | 工序1 | 00:05 | 00:10 | 5 | 5 | 2.5 | 乙 |
| 柜子2 | 工序1 | 00:10 | 00:15 | 5 | 5 | 2.5 | 乙 |
| 柜子2 | 工序1 | 00:15 | 00:20 | 5 | 5 | 2.5 | 乙 |
『产品信息列表』页选中部分产品后,点击【加入打印序列】,可在页面右侧弹出侧边栏,点击【导出PDF】可导出选中产品的二维码PDF文件。

1.6 ESOP配置
路径:生产管理>ESOP

管理层(班组长、车间主任、生产主管等)进入『ESOP列表』页面后,可以【新增】、【配置】、【编辑】以及【删除】ESOP。同样,我们可以通过ESOP编号、ESOP名称来搜索已经存在的ESOP。

在【新建ESOP】时,必须给出ESOP编号、ESOP名称、ESOP版本、制作日期,同时可以填写ESOP描述。
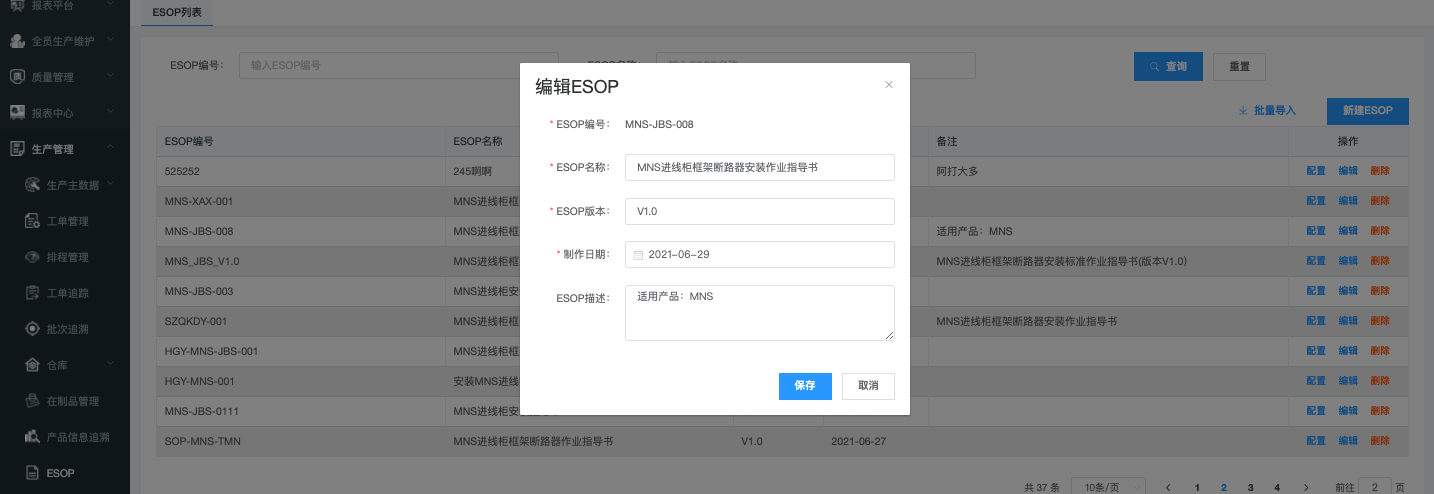
在【编辑】ESOP时,可修改ESOP名称、ESOP版本、制作日期、ESOP描述。
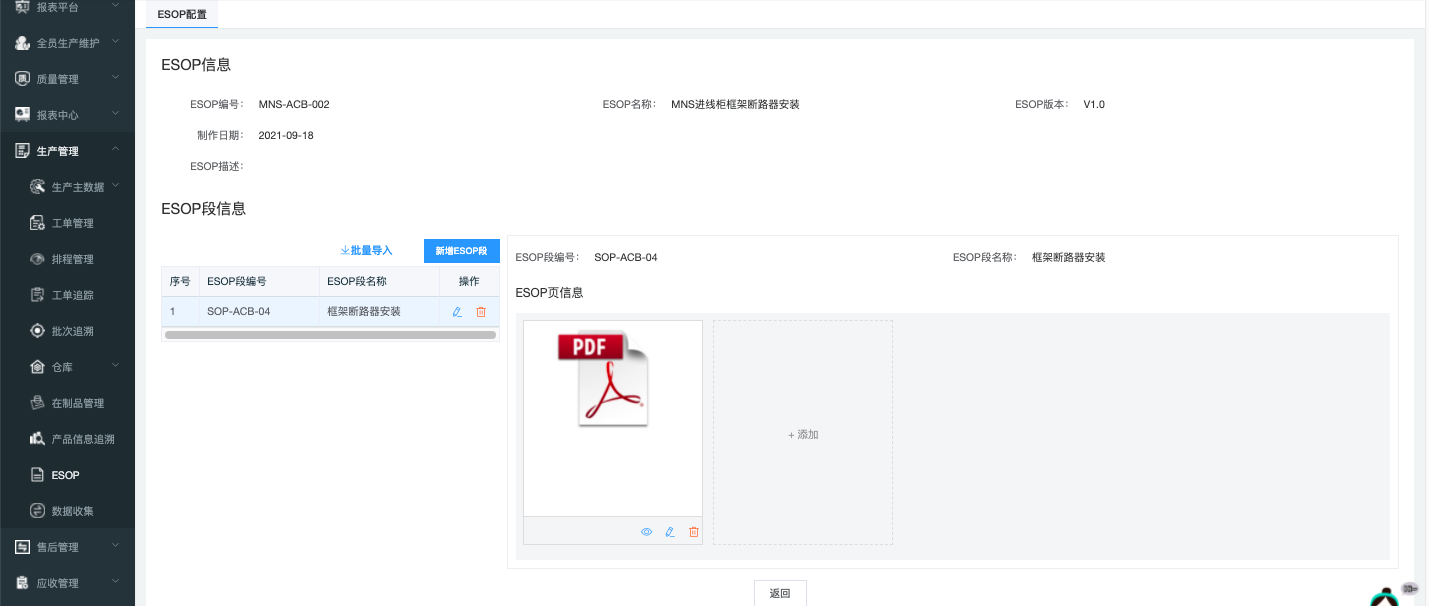
在【配置】ESOP时,可通过【新增ESOP段】,进行ESOP段的维护。还可点击【批量导入】,导入时可追加ESOP,也可替换原有ESOP。导入前需先下载导入模板,模板编辑完成后,点击【选择文件夹】,完成ESOP的上传。

在【配置】ESOP时,选中相应ESOP段,可【查看】、【编辑】、【删除】ESOP页信息,也可【添加】新的ESOP页信息,新增时支持上传图片、PDF、视频格式的附件。
